Fleck 'n fun with Joel Telling!
- Our 1st metallic finish filament & 2nd sparkly release after
Stardust
- In collaboration with content creator 3D Printing Nerd, Joel Telling
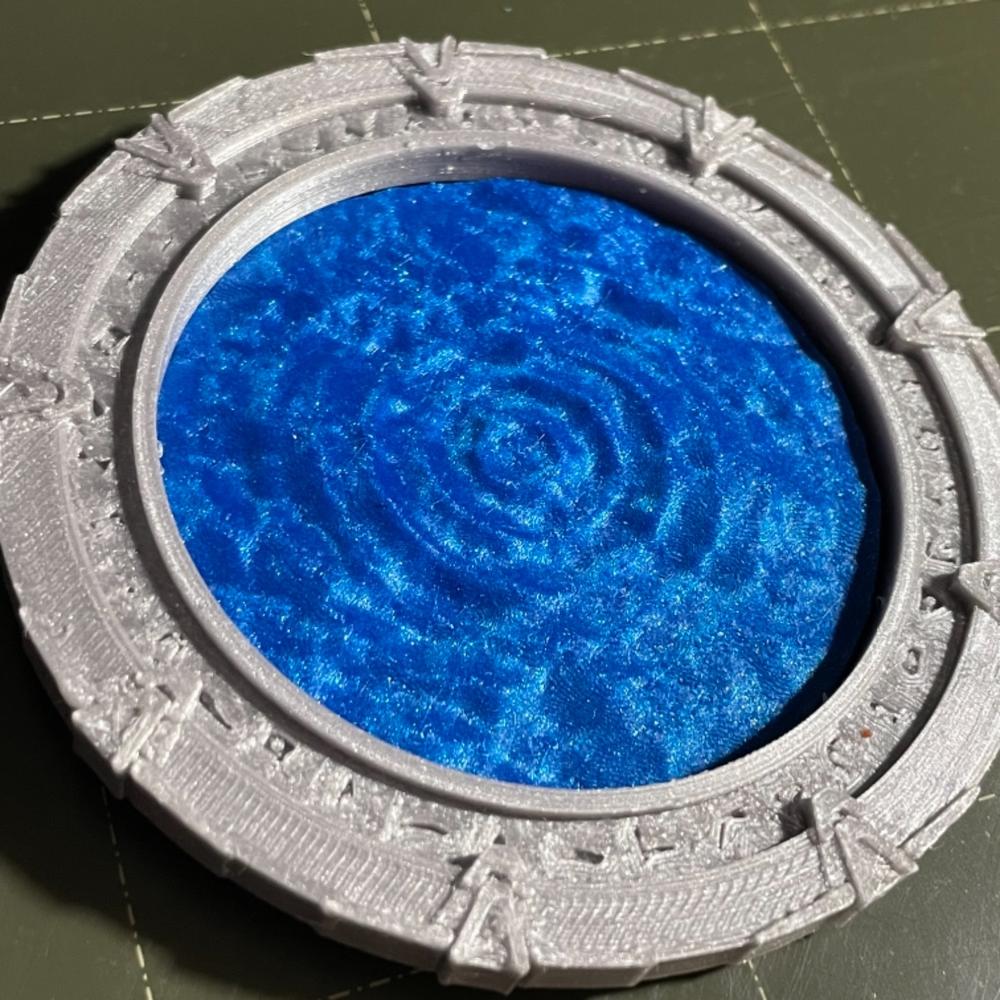
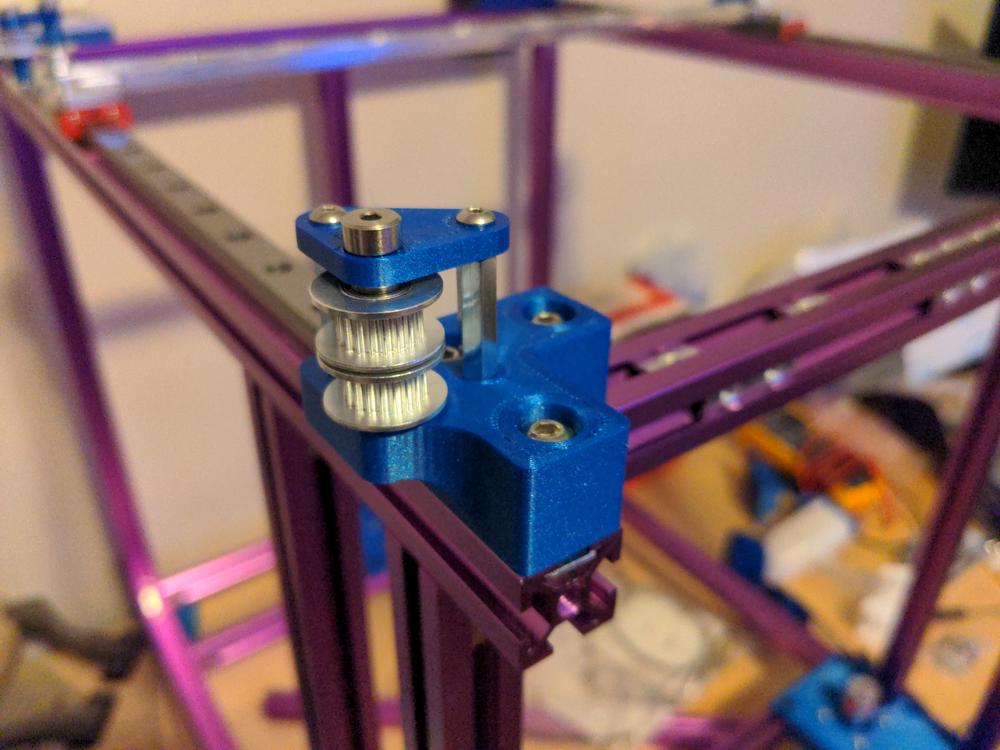
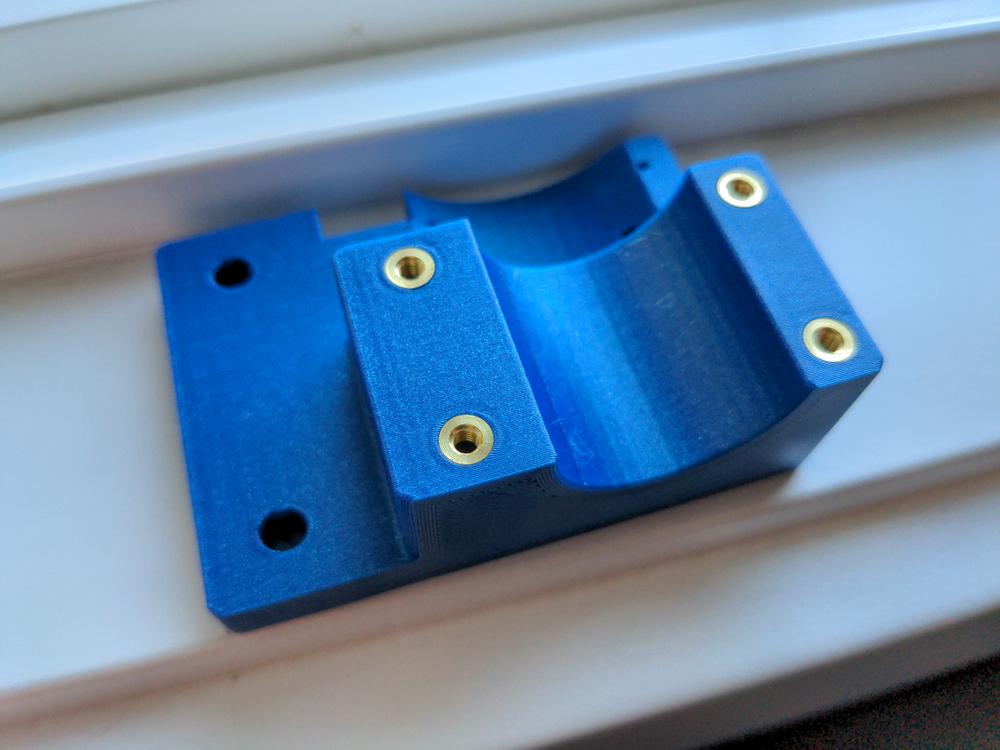
- Joel's favorite color, blue, with medium silver fleck in HTPLA
- Medium fleck brings balance of layer-hiding texture & detail
- Premium HTPLA for world-class quality, finish & performance
Specs
Semi crystalline, heat treatable PLA for high temp use
Density: 1.24 g/cc
Length: 346 m/kg (1.75) 130 m/kg (2.85)
Typical Printing Temp: 205-225 C
Glass Transition (Tg)*: 60 C
Peak Crystallization (Tc)**: 95-115 C
Onset to Melt (Tm)***: 155 C
Typical change when heat treated: -2% x/y +1% z
Link to Safety
Data Page
*max use with no heat treat & max platform temp
**heat treating @ temp 10+ min depending on size/mass
***max use when heat treated (annealed or crystallized)
Print
HTPLA prints well at 205-225 C, however it's important to match temp to
your hardware & volume flow rate. With a typical hotend, you should be
able to print at 205 C without jamming at a low flow rate. In machines
with hardware that tends towards jamming, consider this
video with Joel Telling.
Lower volume flows require lower temps, while higher volume flows require
higher temps. In the previously-mentioned video, one way to overcome
jamming is to set your temp to a higher-than-typical 240 C. This should
then be matched with a high flow rate for a quality printing result.
For direct drives with a short distance between drive gears & nozzle,
volume flows can approach 7-8 cubic mm/s or more if printing hot to
overcome jamming. For bowden tubes where the distance between drive gear
& nozzle are great or less powerful hotends, as little as 2 and as
much as 4 cubic mm/s may be the limit. Beware of unintended speed changes
from faster infills & slowing down for outlines or short layers.
Consider our Ultimaker-specific blog for more on this topic.
A constant speed throughout the part is ideal from an extrusion
perspective. Knowing your extrusion width, layer thickness & speed you
can calculate your volume flow rate with the calculator like found in the
previously-mentioned Ultimaker blog. Alternatively, if you know your
volume flow rate limit, extrusion width & layer thickness, you can
calculate your speed limit.
Heat Treat
PLA & HTPLA are amorphous in structure as printed (no heat treating)
& though both are adequate performers in an office environment, they
have poor temperature stability, loosing significant stiffness at temps
nearing 60 C. Different than standard PLA, HTPLA is designed to survive
heat treating for higher temp stability in a no/minimal load condition to
near onset of melting (155 C). That's an astonishing improvement in
thermal stability compared to standard PLA after a quick bake in the oven
after printing.
In as little as 5-10 minutes for small, thin parts, HTPLA quickly
crystallizes in an oven at 95-115 C (200-240 F) to become more stiff &
hold form above glass transition (60 C). Depending on part geometry, setup
& technique, parts can deform and shrink. Best results are with flat
and/or supported parts with 100% infill. In this instance we experienced
x/y shrinkage of about 2% & growth of about 1% in z.
Be sure to avoid hot spots (non-radiating surfaces & no glowing coils)
in the oven used for baking & experiment before baking a prized part.
Un-printed filament works great for experimentation & translucent
makes the transformation most visible! Heat treating is an art, but the
resulting improved thermal performance, if needed, is well-worth
exploring. You'll be shocked by the improved thermal stability of your
HTPLA parts!!!
Links
Material Safety Data
Blog
about heat treating
Heat
treating application blog
Avoiding
Jams on your Prusa blog
Avoiding Jams on your Prusa video
Tuning
for your Prusa blog
Tuning
for your Ultimaker blog
Tuning
for your Lulzbot blog